[VIP第1年] 指数:3
[VIP第1年] 指数:3
预热时间一般为1-2小时,以保证整个工件均匀达到预热温度。选择合适的焊接材料:在焊接灰口铸铁时,应选择与基材相似的焊接材料,以保证焊接接头的性能和组织与基材相近。常用的焊接材料包括铸铁焊条、铸铁焊丝等。焊接材料的选择应根据具体的工件要求和焊接方法进行。选择合适的焊接方法:常用的灰口铸铁焊接方法包括手工电弧焊、气焊、TIG焊、MIG/MAG焊等。选择合适的焊接方法应根据工件的形状、尺寸和焊接要求进行。手工电弧焊是常用的焊接方法,但需要注意焊接电流和电弧长度的控制,以避免过热和热裂纹的产生。灰口铸铁的热处理工艺可以进一步改善其性能,提高零件的综合质量。呼伦贝尔灰口铸铁分为哪四种
灰口铸铁常用的铸造方法主要有砂型铸造和金属型铸造两种。砂型铸造:砂型铸造是最常见的灰口铸铁铸造方法,其步骤如下:-模具制备:根据铸件的形状和尺寸,制作砂型。砂型通常由砂芯和砂壳组成,砂芯用于形成铸件的内部空腔,砂壳用于形成铸件的外部形状。-模具装配:将砂芯放置在砂壳内,形成完整的模具。-熔炼金属:将铁水或其他合金熔化,得到熔融金属。-浇注:将熔融金属倒入模具中,填充整个空腔。-冷却:待金属冷却凝固后,拆除模具,得到灰口铸铁铸件。砂型铸造方法适用于各种形状和尺寸的铸件,成本相对较低,但表面粗糙度较高,需要进行后续的加工和处理。玉林灰口铸铁哪家强灰口铸铁的铸造过程中,控制冷却速度是保证铸件质量的关键因素之一。
球墨铸铁中的球墨石墨球可以非常有效改善其力学性能和韧性。白口铸铁:白口铸铁是一种碳含量较高的铸铁,其密度通常在7.2-7.8g/cm³之间。白口铸铁的碳含量高,铁基体中几乎没有石墨存在,因此其密度相对较高。需要注意的是,以上密度数值为一般范围,具体数值还会受到铸铁的成分、热处理和微观组织等因素的影响。因此在实际应用中,我们可以根据具体的铸铁材料和要求,多多参考相关的材料手册或技术规范,以获得更准确的密度数值。
灰口铸铁在热处理过程中,温度和保温时间是关键因素。温度过高或保温时间过长可能会导致过度软化或组织粗化。退火温度一般在800°C到950°C之间,保温时间取决于铸铁的厚度和材质。一般来说,铸铁的保温时间为1小时左右。正火温度通常在900°C到950°C之间,保温时间一般为1到4小时。温度和时间的选择要根据具体的铸铁材料和要求进行调整。淬火温度一般在840°C到900°C之间,冷却介质可以是水、油或空气。不同冷却介质的选择会对铸铁的硬度和组织结构产生不同的影响。回火温度一般在300°C到600°C之间,保温时间为1到2小时。温度的选择要考虑到维持铸铁的硬度和强度,同时提高其韧性。灰口铸铁的铸造工艺中,控制铁水的流动性是保证铸件成型的关键环节。
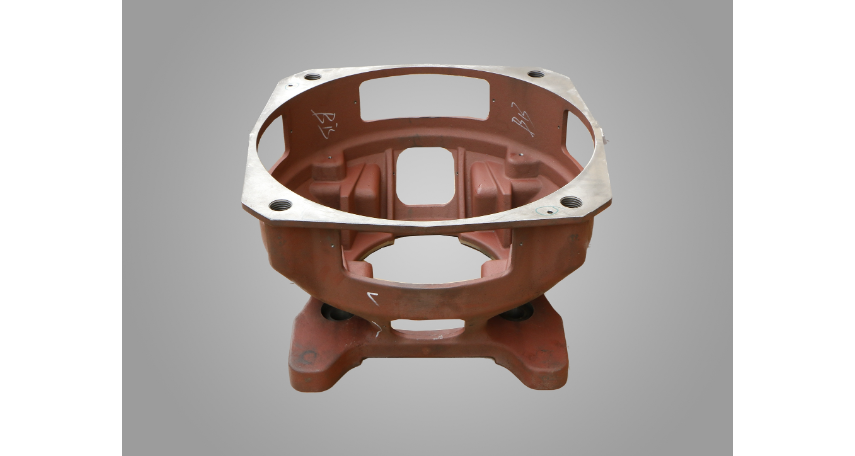
金属型铸造:金属型铸造是一种高精度的铸造方法,适用于要求较高的灰口铸铁铸件。其步骤如下:-模具制备:根据铸件的形状和尺寸,制作金属模具。金属模具通常由两个或多个模具壳体组成,形成铸件的空腔。-熔炼金属:将铁水或其他合金熔化,得到熔融金属。-浇注:将熔融金属倒入金属模具中,填充整个空腔。-冷却:待金属冷却凝固后,拆除模具,得到灰口铸铁铸件。金属型铸造方法可以获得较高的铸件精度和表面质量,但成本较高,适用于对尺寸和表面要求较高的铸件。需要根据具体的铸件形状、尺寸和要求选择合适的铸造方法。同时,铸造过程中还需要注意合金的熔炼和浇注温度、浇注速度等参数的控制,以保证灰口铸铁铸件的质量和性能。在矿山机械领域,灰口铸铁制造的零件能承受较大的冲击和压力,保障设备的稳定运行。呼伦贝尔灰口铸铁分为哪四种
灰口铸铁的组织细化可以提高其强度和韧性,改善零件的综合性能。呼伦贝尔灰口铸铁分为哪四种
在演艺行业,灰口铸铁被用于制造舞台灯光设备的支撑架和底座。其稳定性和耐用性能确保了灯光设备的安全和稳定运行。环保设施:在污水处理厂和垃圾处理场等环保设施中,灰口铸铁用于制造污水泵、排污阀门和垃圾焚烧炉的零部件。其耐腐蚀性和高的强度有助于处理废水和垃圾的高效运作。汽车零部件:除了发动机部件外,灰口铸铁还被普遍应用于汽车的制动系统、悬挂件、转向机构和底盘组件等零部件。其高的强度和耐磨性能保障了汽车在各种路况下的稳定性和安全性。火车轨道:灰口铸铁用于制造火车轨道的连接件和固定装置。其耐磨性和强度确保了轨道系统在列车运行时的稳定性和寿命。呼伦贝尔灰口铸铁分为哪四种
文章来源地址: http://yjkc.huanbaojgsb.chanpin818.com/tiehejin/zhutie/deta_26971606.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。